Jämfört med konventionella tillverkningsmetoder, erbjuder 3D-utskrift ett mer kostnadseffektivt, bekvämt och betydligt mindre rörigt alternativ, med färre skadliga restprodukter. Detta har i praktiken demokratiserat tillgången till prototyputveckling och mindre produktionsserier direkt från hemmamiljöer. Trots sin tillgänglighet är 3D-utskrift långt ifrån en enkel process.
En mängd faktorer, från felaktig remspänning och felaktigt anläggningsmoment för munstycket till felinställningar i skärprogramvarans otaliga parametrar, kan leda till katastrofala fel i din 3D-utskrift. Men det finns ingen anledning till oro. Vi har sammanställt en lista över de vanligaste orsakerna till 3D-utskriftsfel, tillsammans med praktiska tips om hur du undviker dessa problem.
1. Trådning
Även om trådning kanske inte utgör ett allvarligt fel för visuellt orienterade 3D-utskrifter, kan dessa tunna plaststrängar som löper horisontellt över tomma områden i din modell även förstöra dess funktionalitet. I värsta fall kan omfattande trådning även orsaka problem med utrymmen i funktionella utskrifter, särskilt de med rörliga delar.
Vad orsakar trådning?
Denna oönskade defekt uppstår när 3D-skrivaren inte effektivt stoppar smält filament från att sippra ut från munstycket när det förflyttar sig mellan de tomma områdena i 3D-modellen. Fenomenet beror på flera faktorer, från det smälta filamentets viskositet till det tryck som byggs upp i munstycket.
Med andra ord, utskrift vid alltför höga temperaturer kommer att göra filamentet mer benäget att sippra ur munstycket, vilket resulterar i trådning. Samtidigt kommer oförmågan att minska trycket i munstycket också leda till att smält plast läcker i förtid. Förekomsten av fukt i filamentet kan också bidra till trådning.
För att göra det värre är vissa material, som PETG, mer mottagliga för denna typ av 3D-utskriftsdefekt.
Så här åtgärdar du trådning: Använd en lägre temperatur
Ju högre munstyckstemperaturen är, desto lättare kan filamentet sippra ut när det inte ska. Genom att justera till rätt munstyckstemperatur uppnås den ideala filamentviskositeten, vilket ger din 3D-skrivare mer exakt kontroll över det smälta filamentets flöde. Lyckligtvis finns det en enkel metod för att göra detta.
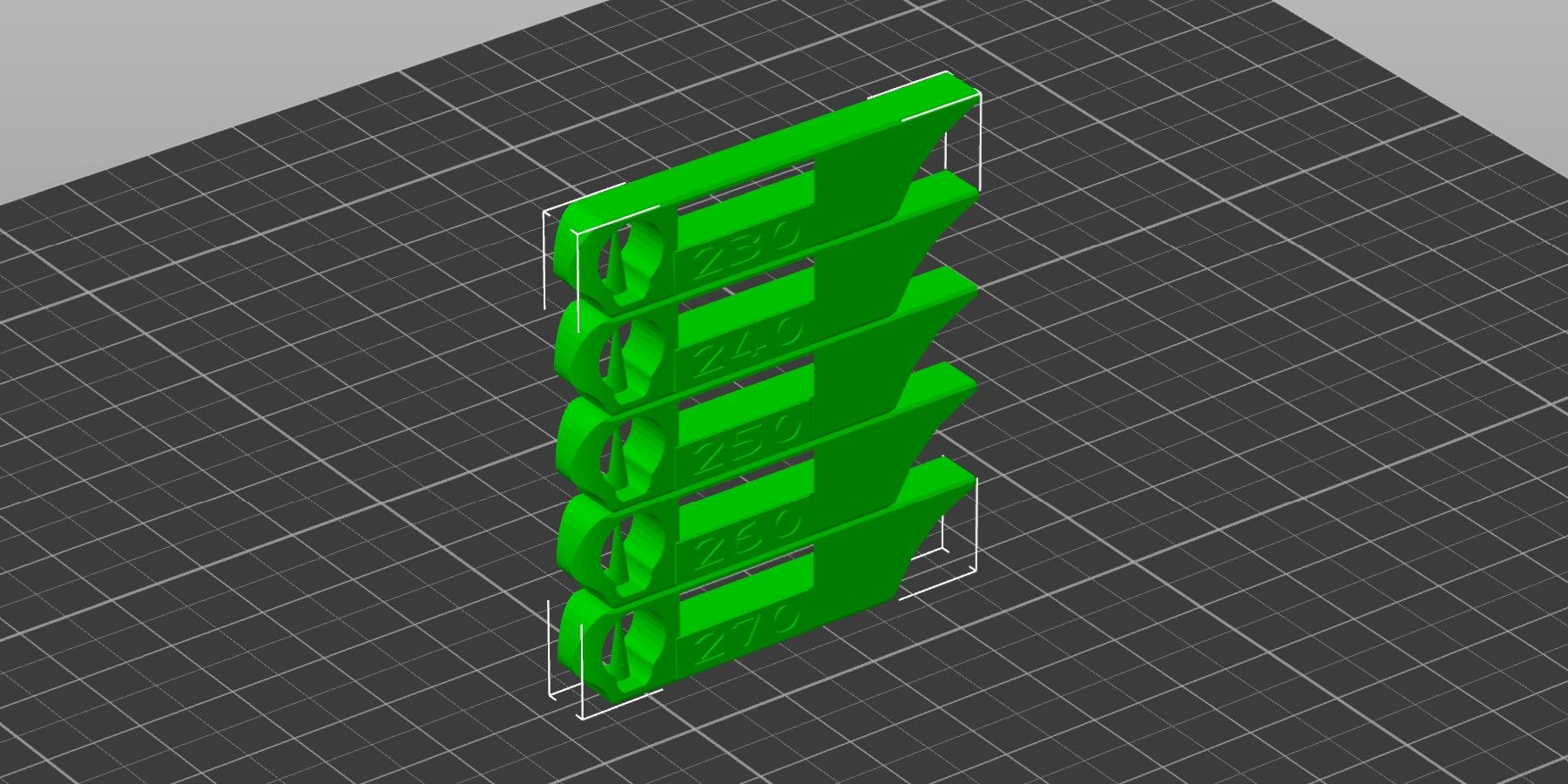
De flesta moderna skärprogram, som PrusaSlicer eller dess motsvarighet med öppen källkod, SuperSlicer, innehåller inbyggda testmodeller för temperaturtorn. Använd dessa kalibreringsguider för att finjustera munstyckets temperaturinställningar för det filament du valt. Temperaturtornet gör det möjligt att skriva ut olika delar av modellen vid olika munstyckstemperaturer.
Detta är perfekt för att hitta rätt balans mellan att maximera skiktvidhäftningen och reducera trådning. Bryt av testutskriften vid olika nivåer för att avgöra vilken temperaturinställning som är tillräckligt robust för ditt ändamål, samtidigt som du minskar trådningen.
Hur man justerar inställningarna för indragning
Nu när vi har hanterat problemet med för hög munstyckstemperatur, kan vi gå vidare till att hjälpa din skrivare att minska trycket i munstycket. Att pressa smält filament genom en liten öppning i munstycket kräver en avsevärd kraft. Om denna kraft inte minskas i tid, fortsätter filamentet att sippra ut ur munstycket och visar sig som trådning.
Din skärprogramvara har en inställning för indragningsavstånd för just detta ändamål. Som namnet antyder, reducerar detta munstyckstrycket genom att dra tillbaka filamentet i motsatt riktning. Värden för indragningsavstånd mäts i millimeter, och de varierar mellan 0,4 mm och 1,2 mm för direktdrivna extruders. Bowden-extruders kräver indragning någonstans mellan 2 mm och 7 mm. Om du är osäker på olika typer av extruders kan vår förklaring av skillnaderna mellan direkt- och Bowden-extruders hjälpa dig.
Värdet varierar också beroende på filamentmaterialets styvhet/elasticitet. Att skriva ut kalibreringsmodeller som är optimerade för indragning är det enda sättet att bestämma rätt inställning för din 3D-skrivare. Precis som med temperaturtornet kommer de flesta bra skärprogram att ha inbyggda indragningstorn. Om inte kan du ladda ner ett indragningstorn från Printables för att hitta de optimala inställningarna för indragningsavståndet.
Utöver indragningsavståndet har även indragningshastigheten en inverkan på trådning. Hastigheten brukar variera mellan 25 mm/s till 60 mm/s för de flesta filament, men det beror även på om du använder en direkt- eller Bowden-extruder. Materialets styvhet/elasticitet påverkar också detta. För låg hastighet kan förvärra trådning, medan ett för högt värde riskerar att filamentet tuggas sönder av extruderns kugghjul, eller till och med går av. Återigen är kalibreringsutskrifter det bästa tillvägagångssättet.
2. Munstycket täpps igen
Munstycken täpps igen när filamentet inte kan passera genom munstycket, vilket resulterar i ofullständiga utskrifter eller ingen extrudering alls. Till skillnad från trådning leder detta alltid till ett totalt utskriftsfel. Att identifiera orsaken till igensättningen och hitta en lösning är inte heller särskilt lätt, med tanke på alla variabler som är involverade.

Vad orsakar att munstycket täpps igen och hur förhindrar man det?
Komplexiteten hos en 3D-skrivares extruder skapar många potentiella felpunkter som kan leda till att munstycket täpps igen. I huvudsak varierar de främsta orsakerna från mekaniska (extruder, munstycke, värmare) problem till filamentval och hanteringsmetoder. Låt oss ta en titt på de vanligaste orsakerna.
Filamentkvalitet: Billigare filament innehåller sannolikt damm och skräp, som kan ansamlas i munstycket över tid och så småningom blockera det. Det är inte ovanligt att även hitta metallfragment inuti filament som tillverkats av varumärken som inte följer korrekta tillverkningsstandarder. Det krävs inte mycket för att täppa igen ett genomsnittligt munstycke med en öppning på endast 0,4 mm. Det lönar sig att använda högkvalitativa filament från ansedda märken. Det är dock enkelt att mildra de negativa effekterna av billiga filament om du följer vår guide för förebyggande underhåll av munstycken.
Felaktig munstycksstorlek: Tekniska filament som använder kolfiber- och glasfiberblandningar kan enkelt täppa igen standardmunstycken på 0,4 mm som finns på de flesta 3D-skrivare. Det är bättre att använda större 0,6 mm munstycken för att minska risken för att de relativt stora kompositmaterialen blockerar den lilla öppningen på ett standardmunstycke. Detta råd gäller även för trä-, självlysande och metallinfuserade filament.
 Bildkredit: Nachiket Mhatre
Bildkredit: Nachiket Mhatre
Överdriven lagerhöjd: Tjockare lager skrivs ut snabbare, men att överdriva detta kan lätt täppa igen munstycket. Lagerhöjdsinställningen bör helst inte överstiga 75 procent av din munstycksstorlek. Det betyder att en 0,3 mm lagerhöjd är ungefär det mesta du säkert kan använda för ett 0,4 mm munstycke.
Att skriva ut modeller med större lagerhöjder kräver ett radikalt högt volymetriskt flöde av filament, vilket är omöjligt utan att höja munstyckstemperaturen. Om inte tillräckligt med värme tillförs, blir det omöjligt för extrudern att trycka ut det kalla filamentet ur munstycket.
Värmekrypning: I andra änden av spektrumet kan utskrift vid för höga temperaturer leda till att värme ”kryper” från den varma sidan genom värmeavbrottet till den kalla sidan. Munstycket täpps till när filamentet smälter på fel sida av värmeavbrottet. Om din hotend-fläkt slutar fungera behöver du inte ens skriva ut särskilt varmt med lågsmältande material som PLA för att täppa till munstycket.
Detta kan effektivt minskas genom att verifiera hotend-fläktens funktion före utskrift. Att använda värmebrytare av titan eller tunnare stål minskar också värmekrypningen. Om du skriver ut PLA i en sluten skrivare är det bra att hålla dörren öppen. Om inget annat hjälper kan du behöva uppgradera till en mer kraftfull hotend-fläkt.
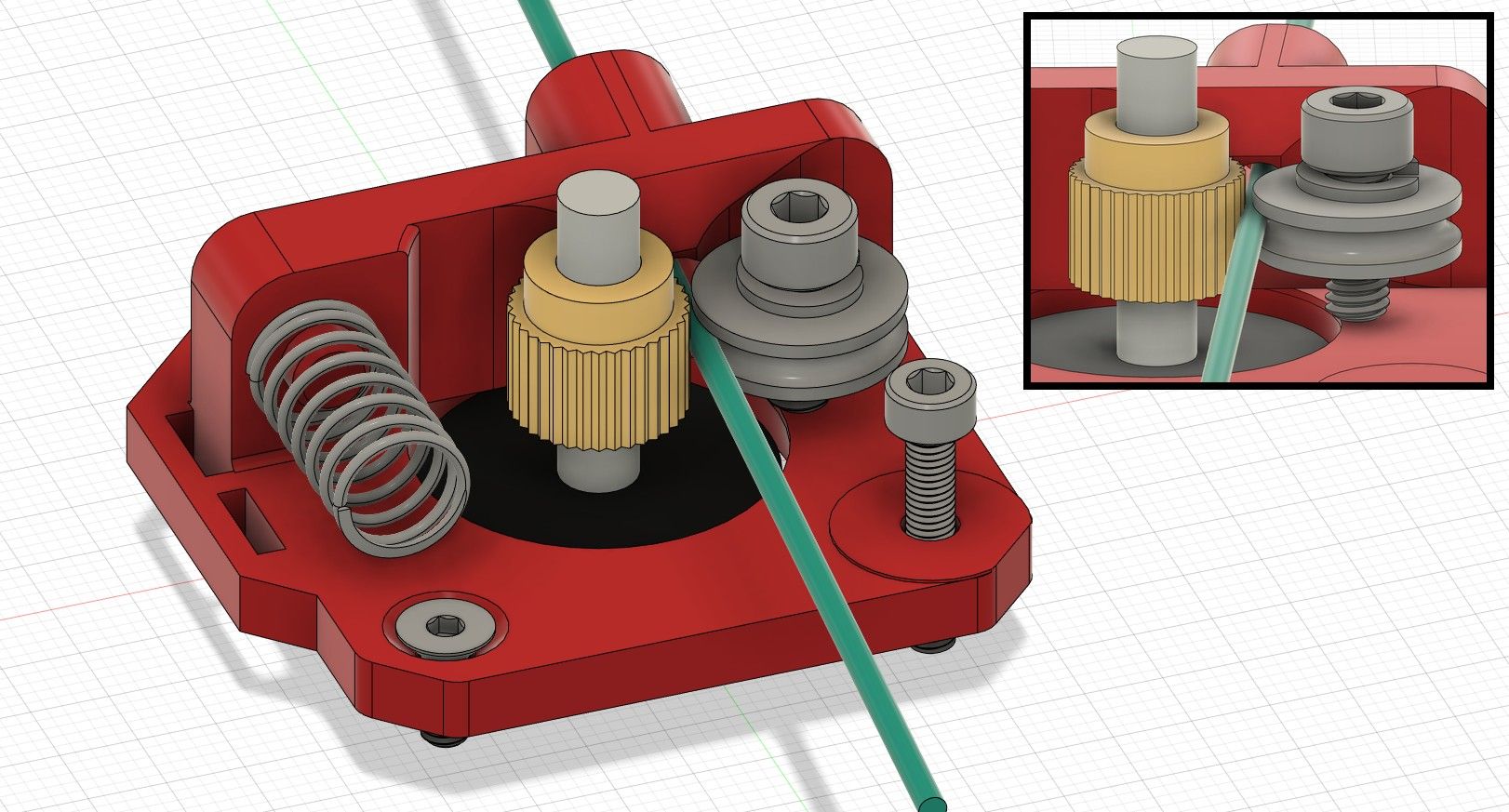
Extrudernötning: Extrudermotorn och växelenheten måste generera stora mängder vridmoment och grepp för att pressa filament genom munstycket. Detta gäller särskilt vid höga utskriftshastigheter för material som skrivs ut vid högre temperaturer. Vridmomentet från åldrande extruderstegmotorer kan minska över tid, eller så kan extruderns drev ha slitits ut. En kombination av dessa faktorer på en äldre skrivare kan minska extruderingskraften tillräckligt för att orsaka att munstycket täpps igen.
Men när du väl stöter på ett igensatt munstycke, kommer vår guide för att åtgärda igensatta 3D-skrivarmunstycken väl till pass.
3. Vridning
Vridning uppstår när hörnen eller kanterna på en utskrift lyfts från utskriftsbädden under utskriftsprocessen. Även om detta kan låta som en kosmetisk defekt förstör det dimensionell noggrannhet för funktionella utskrifter, vilket är en oacceptabel konsekvens. I värsta fall kan överdriven vridning till och med leda till att hela utskriften lossnar från bädden och förstör utskriften.
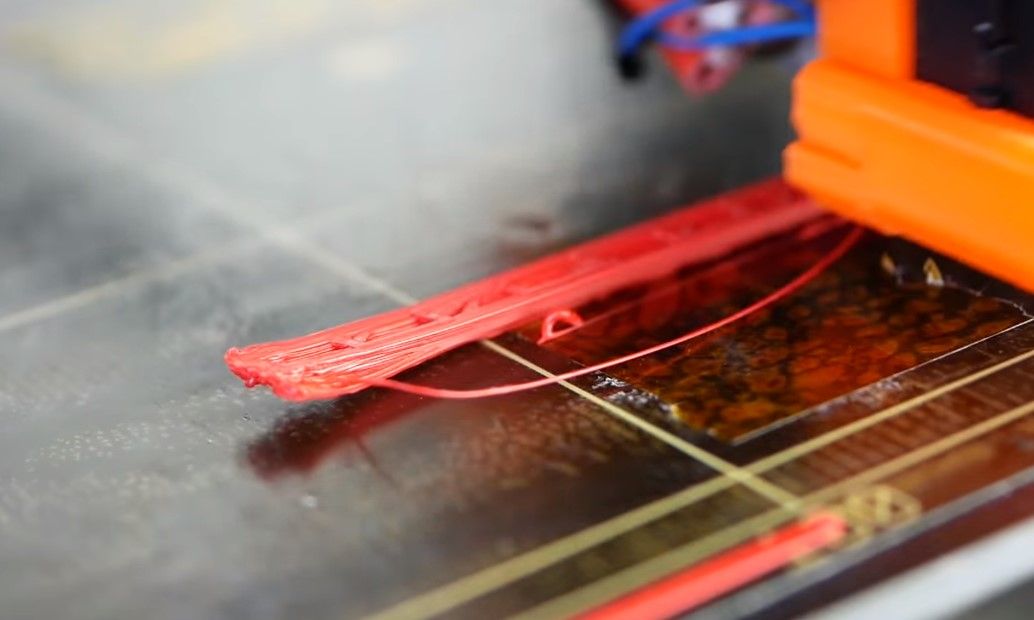 Bildkredit: CNC Kitchen/Youtube
Bildkredit: CNC Kitchen/Youtube
Vad orsakar vridning?
Det är enklare att förstå mekaniken bakom vridning om du föreställer dig en liten vägg som skrivs ut i ABS. De första lagren appliceras vid 260 °C på en bädd som är uppvärmd till 100 °C för att underlätta vidhäftningen. När utskriften fortsätter är lagren nära bädden vid 100 °C, medan de längre upp har en tredjedel av den temperaturen.
De övre lagren, som exponeras för kallare omgivningsluft, börjar krympa när de svalnar, medan de varmare nedre lagren, nära den uppvärmda bädden, är relativt större på grund av expansion. De krympande övre lagren får de varmare lagren nära sängen att dra sig samman som en konsekvens, vilket blir uppenbart när hörnen lyfts från sängen.
Även om bäddvidhäftning kan mildra vridning, orsakas den i praktiken av temperaturskillnaden mellan tryckets varma och kalla lager. Det är just därför vridning är mer framträdande i tekniska material som nylon och ABS, som skrivs ut vid betydligt högre temperaturer.
Hur man förebygger vridning
Att överbrygga den tidigare nämnda temperaturskillnaden är det bästa sättet att mildra vridning. Att uppnå detta är enklare för ABS-utskrifter, eftersom allt du behöver är en sluten utskriftskammare. Detta fångar den värme som genereras av bädden för att nå kammartemperaturer på upp till 70 °C för mindre skrivare som Voron 0-serien.
Denna metod fungerar även för mer utmanande material som nylon och polykarbonat. Helst bör du flytta skrivarens elektronik utanför kammaren för att säkerställa lång livslängd. Med det sagt, kan ett enkelt hölje fortfarande inte hindra extremt stora eller höga utskrifter från att vrida sig i en större 3D-skrivare. I ett sådant fall måste du aktivt värma utskriftskammaren för att få den närmare 60 °C, åtminstone.
Det bör noteras att så höga kammartemperaturer inte är idealiska för material som PLA och PETG, som tenderar att mjukna vid dessa temperaturer. Dessa material skrivs bäst ut i öppna 3D-skrivare, med bädden uppvärmd till glasövergångstemperaturen (mellan 45 °C och 60 °C) för att underlätta vidhäftningen. Vridning kan mildras ytterligare genom att sänka munstyckstemperaturen, men det leder också till svagare utskrifter.
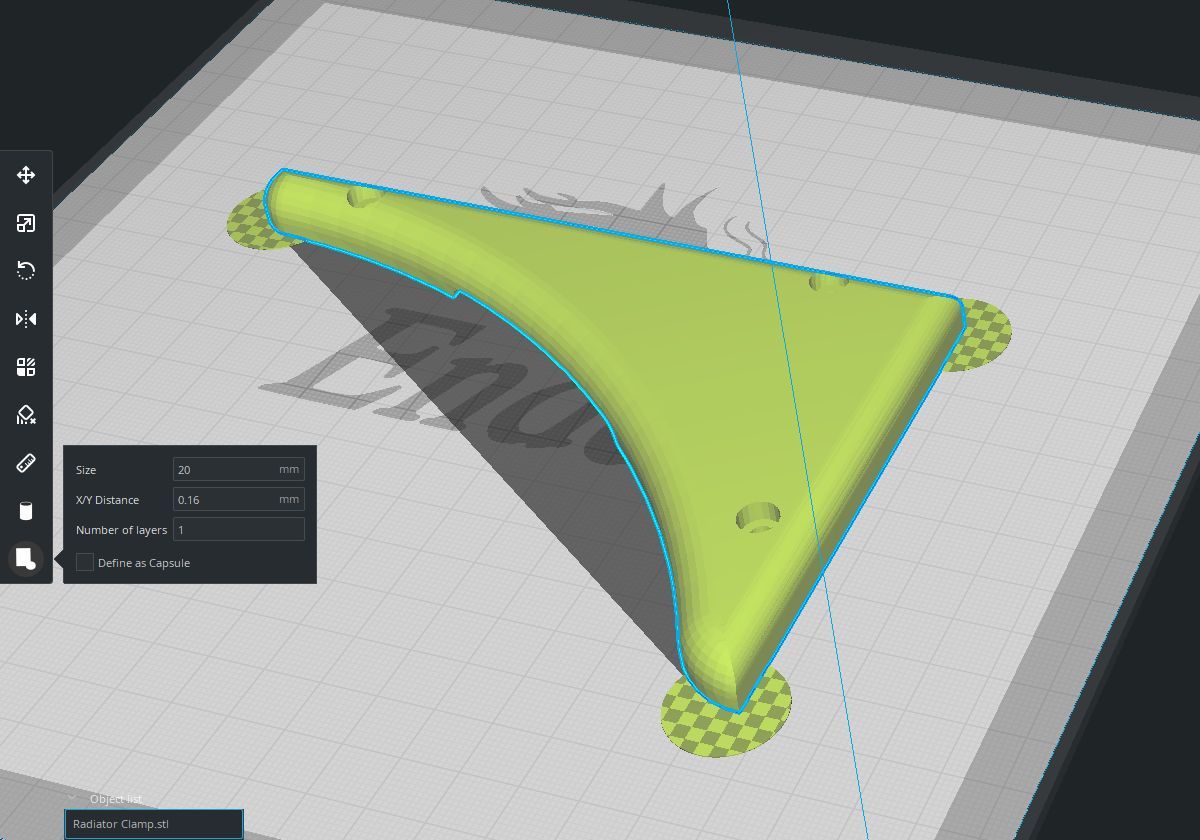
Som en tumregel kan tillägg av brätter på stora plana ytor eller flikar till skarpa hörn i dina utskrifter förbättra vidhäftningen, eftersom det effektivt förhindrar att det krympande materialet vrids i de nedre lagren. Vår guide om olika 3D-utskriftsytor (och när de ska användas) hjälper dig att förbättra vidhäftningen på det första lagret.
4. Lagerseparation eller svaga utskrifter
Lagerseparation, eller delaminering, uppstår när lagren i en utskrift inte fäster ordentligt på varandra, vilket resulterar i luckor eller sprickor i utskriften. En 3D-skrivare är i princip en smältlimpistol som styrs av en robot. Och smältlim fungerar just för att det är, ja, varmt.
Utskrifter med lägre munstyckstemperaturer ger snyggare resultat som inte vrider sig så mycket, men bristen på värme försämrar skiktens vidhäftning. Detta leder till svaga utskrifter som lätt går sönder längs lagerlinjerna.
 Bildkredit: Callum coles/Youtube
Bildkredit: Callum coles/Youtube
Hur man förbättrar skiktvidhäftningen och förhindrar svaga utskrifter
Styrkan i din 3D-utskrift i alla riktningar utom längs lagerlinjerna bestäms av filamenttillverkaren. Läs mer om hur filamentvalet påverkar resultatet av dina 3D-utskrifter. Lagerlinjer är dock oundvikliga svaga punkter för alla 3D-utskrifter, oavsett vilket material som används. Därför är det viktigt att följa dessa metoder för att förbättra skiktvidhäftningen.
Utskrift vid lämpliga temperaturer: Kalibrera munstyckstemperaturen med de tidigare nämnda testutskrifterna för temperaturtorn. Dessa 3D-modeller är designade för att brytas av vid varje temperatursektion för att kontrollera skiktens vidhäftningsstyrka. Detta är det bästa sättet att hitta balansen mellan utskriftskvalitet och mellanskiktsstyrka.
Hög delkylfläkthastighet: Om delkylfläktens hastighet är inställd för högt, kan det göra att skikten svalnar för snabbt, vilket resulterar i dålig vidhäftning. Även om snabbare delkylning säkerställer snyggare utskrifter och bättre överhängs-/stödkvalitet, påverkar detta negativt mellanskiktens vidhäftning i material som ABS, nylon och polykarbonat.
Fukt i filament: Närvaron av fukt i filamentet gör att ånga produceras i det varma munstycket, vilket skapar mikrobubblor och hålrum i det extruderade materialet. Detta förstör inte bara ytkvaliteten på en utskrift, utan gör dem även sköra. Nybörjarvänliga material som PLA och PETG är inte så känsliga för fukt, men hygroskopiska filament som nylon måste torkas noggrant i en filamenttork före utskrift.
De fyra ryttarna i 3D-utskriftsapokalypsen
Att lyckas med 3D-utskrifter handlar om mer än bara att säkerställa god vidhäftning i det första lagret. Att justera inställningarna för skrivaren och skärprogrammet för att åtgärda dessa fyra vanliga fel bör avsevärt minska risken att misslyckas med dina 3D-utskrifter.